
Products
STEP GRATE BOILER
INTRODUCTION
Widely used for various thermal applications.
Compatible with many types of difficult-to-burn fuels.
Automates the combustion and ash recovery process.
Large capacity range
Utilizes air distribution system and recirculating flue gas technology to optimize efficiency and control emissions.
SPECIFICATIONS
Standard: According to International Standard (ASME, EN, JIS, ...)
Capacity: From 3 to 70 TPH
Pressure: From 10 Bar to 150 Barg
Efficiency: 85%
Fuel: Multi - fuel (including Biomass and Waste)
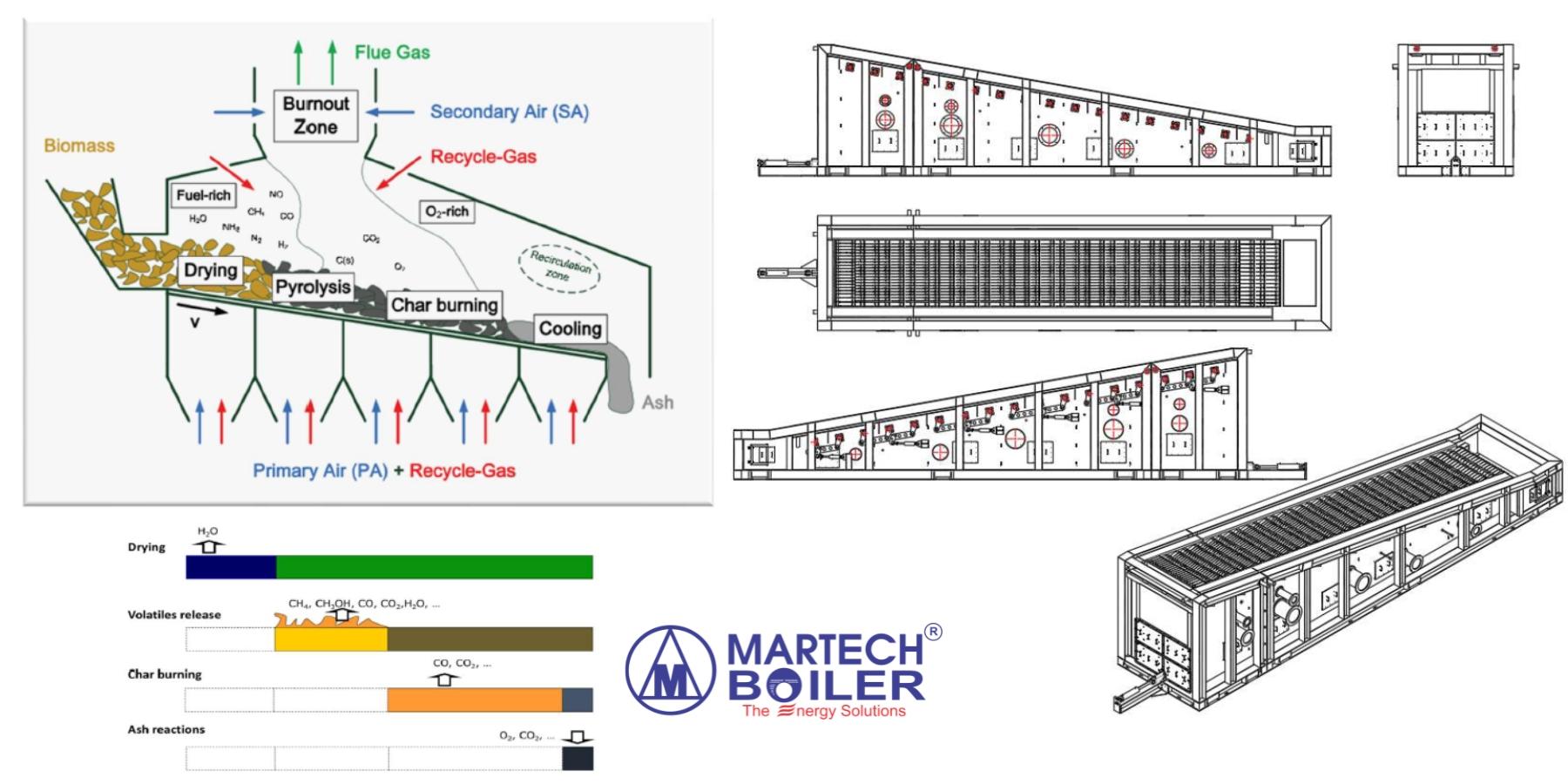
STEP GRATE COMBUSTION CHAMBER
Step Grate Combustion Technology is widely utilized in various thermal applications such as saturated steam boilers, superheated steam boilers, thermal oil heaters, hot water boilers, and hot air generators. Particularly, this technology is compatible with a wide range of challenging fuels including those with high moisture content, low calorific value, inconsistent size, and ash containing alkali that tends to melt and adhere.
1. SYSTEM INTRODUCTION
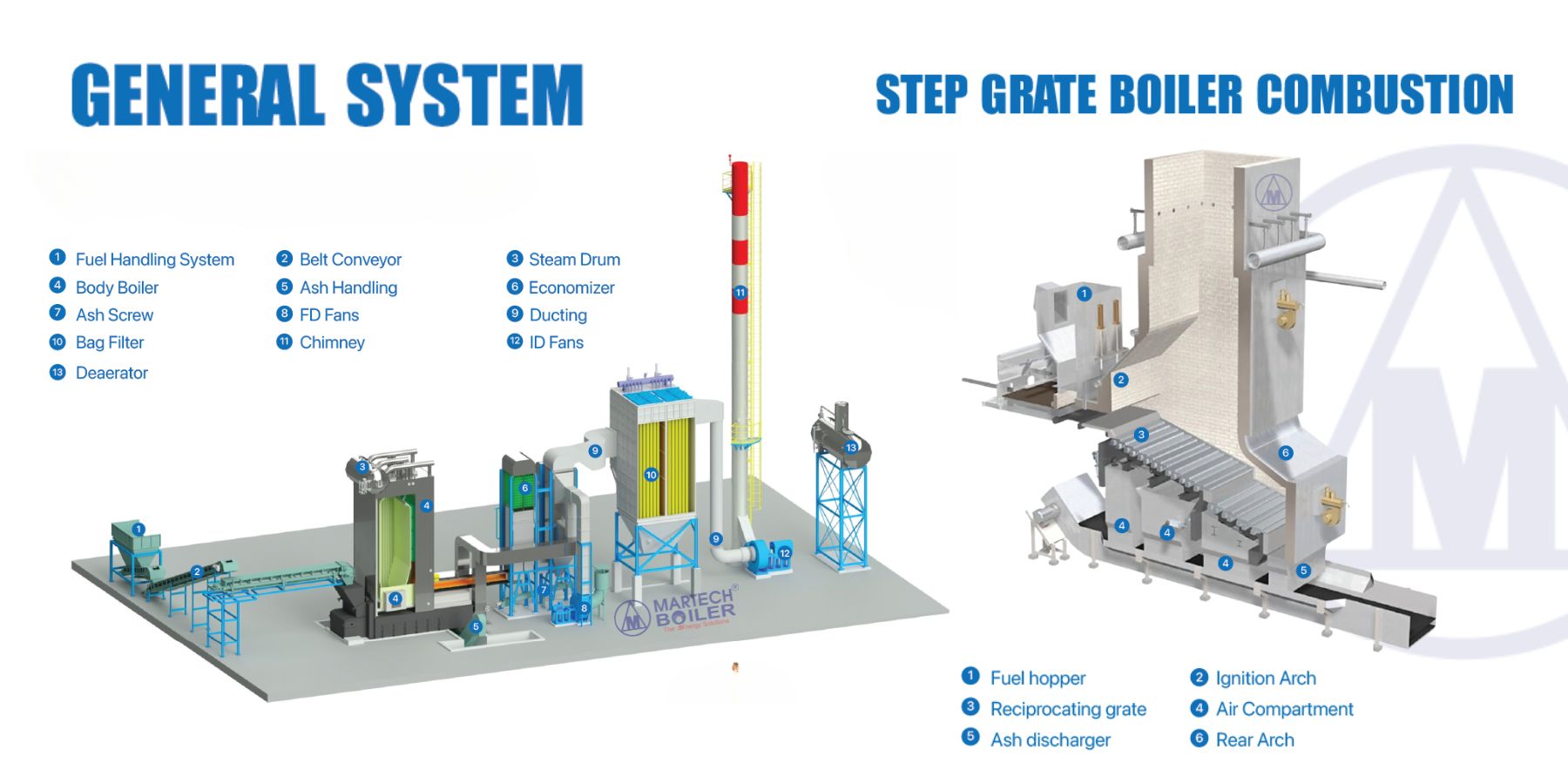
Martech offers a solution that integrates combustion chamber design and other equipment to optimize costs as well as the consistency of the entire system according to International standards. Calculation, design, fabrication and installation by a team of experienced engineers helps the system efficiency exceed 85%.
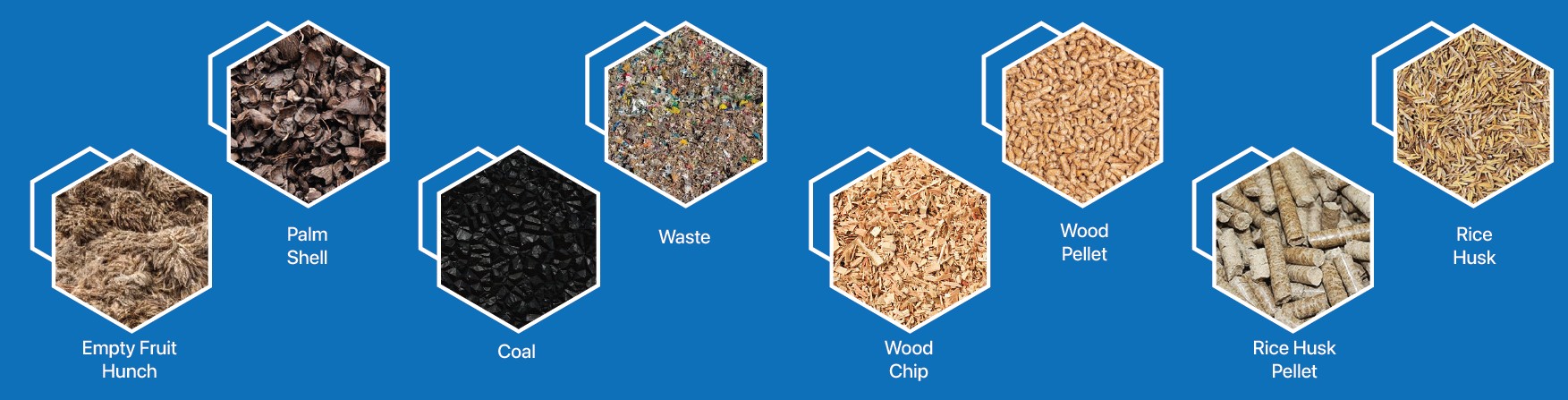
2. MULTI - FUEL SOLUTION
Products applying step grate technology can burn various types of fuels such as biomass, industrial waste, and municipal solid waste.
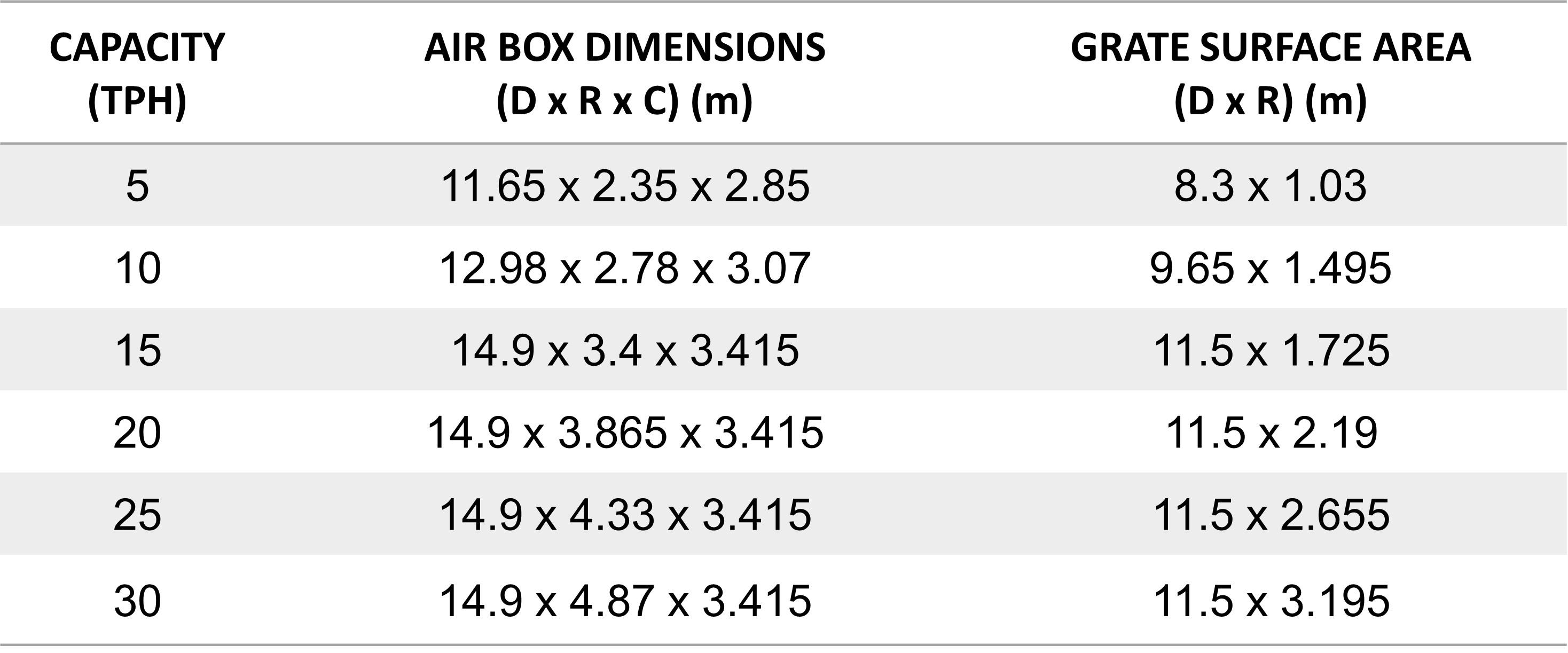
The temperature and surface area of the grate are optimized based on the characteristics of the fuel and desired heat capacity. The length x width dimensions of the grate are adjusted to optimize installation space and meet the requirements for combustion residence time, depending on the fuel characteristics. Additionally, the type of fuel used also affects combustion efficiency, ranging from 93% to 97%.
Typical parameters for the dimensions of the grate used with biomass, at 45% moisture content and 10 barg pressure.
The combustion chamber can adjust the airflow rate according to 5 burning zones along the grate surface, providing flexible adjustment based on changing fuel characteristics.
The combustion chamber design accommodates various fuel combustion stages including drying, volatile release/pyrolysis, char burning, and heat recovery/cooling of slag on the grate surface.
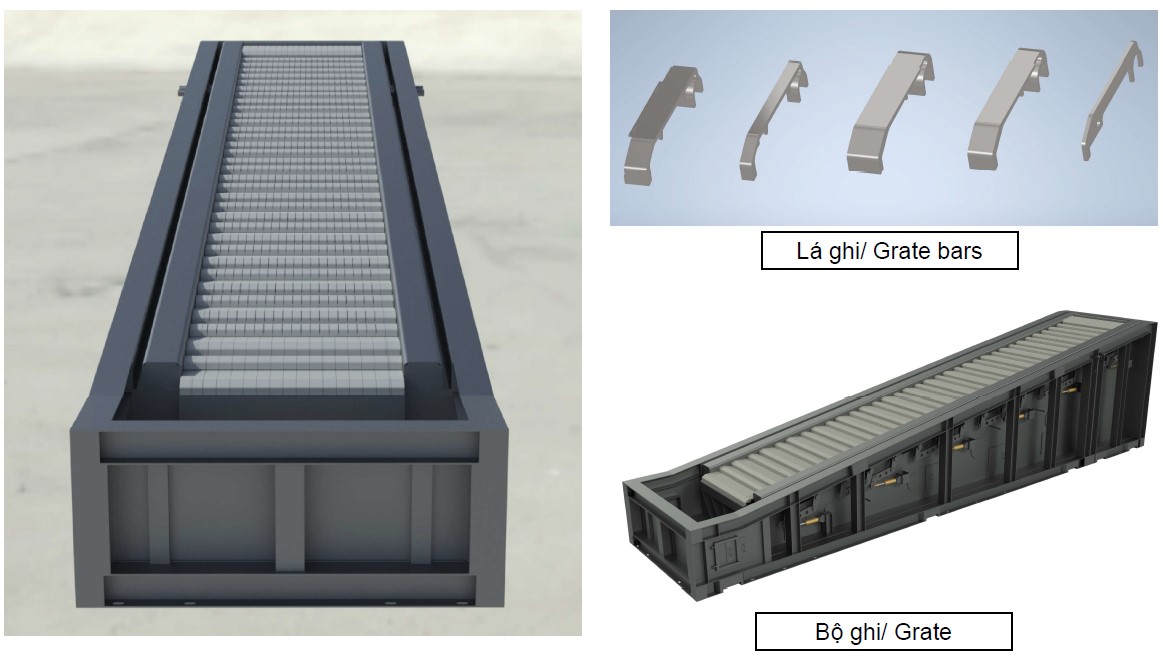
We offer two structural solutions for the grate:
✔️ For fuels with calorific value from 6-14 MJ/kg, air-cooled grate solution provides cost-effective operation while ensuring system stability. This design is suitable for biomass and high-moisture waste.
✔️ For fuels with calorific value from 7-30 MJ/kg, water-cooled grate solution provides optimal durability albeit with higher costs. This solution is suitable for biomass, waste, RDF, SRF, and industrial waste.
3. OUR REFERENCES
With over 30 years of experience in the boiler industry, Martech has delivered products to over 15 countries worldwide and received high praise from customers for our quality and commitment to the environment.

CONTACT FORM
Other Product




MARTECH JSC
- Office: 4th Fl. Thuan Hai Tower, Road 24, Tan Thuan Export Processing Zone, HCMC, Viet Nam
- Factory: No. 2 Street, Nhon Trach III Industrial Park - Phase 2, Phuoc An Commune, Dong Nai City, Viet NamHotline: (+84) 28 36226869 - (+84) 251 3566345 - (+84) 342 442 266
+ 84 251 - 3566 344